| äō(chu©żng)Ø╔ÖC(j©®)Ų„╚╦ |
| CHUANGZE ROBOT |
| äō(chu©żng)Ø╔ÖC(j©®)Ų„╚╦ |
| CHUANGZE ROBOT |
║ĖĮėÖC(j©®)Ų„╚╦╦∙ė├Ą─é„ĖąŲ„ę¬Ū¾£╩(zh©│n)┤_Ą─Öz£y│÷║Ė┐┌Ą─╬╗ų├║═ą╬ĀŅą┼ŽóŻ¼╚╗║¾é„╦═Įo┐žųŲŲ„ ▀M(j©¼n)ąą╠Ä└ĒĪŻį┌║ĖĮėĄ─▀^│╠ųąŻ¼┤µį┌ų°ÅŖ(qi©óng)┴ęĄ─╗Ī╣ŌĪóļŖ┤┼Ė╔ö_╝░Ė▀£ž▌Ś╔õĪó¤¤ēmĄ╚ę“╦žŻ¼▓ó░ķ ļSų°╬’└Ē╗»īW(xu©”)Ę┤æ¬(y©®ng)Ż¼╣ż╝■Ģ■«a(ch©Żn)╔·¤ßūāą╬Ż¼ę“┤╦Ż¼║ĖĮėé„ĖąŲ„ę▓ąĶꬊ▀ėą║▄ÅŖ(qi©óng)Ą─┐╣Ė╔ö_─▄┴”ĪŻ
╗Ī║Ėė├é„ĖąŲ„Ęų×ķļŖ╗Ī╩ĮĪóĮėė|╩ĮĪóĘŪĮėė|╩ĮĪŻ░┤ė├═ŠĘųėąė├ė┌║Ė┐pĖ·█ÖĪó║ĖĮėŚl╝■┐ž ųŲĪŻ░┤╣żū„įŁ└ĒĘų×ķÖC(j©®)ąĄ╩ĮĪó╣Ō└w╩ĮĪó╣ŌļŖ╩ĮĪóÖC(j©®)ļŖ╩ĮĪó╣ŌūV╩ĮĄ╚ĪŻō■(j©┤)╚š▒Š║ĖĮė╝╝ąg(sh©┤)īW(xu©”)Ģ■╦∙ ū÷Ą─š{(di©żo)▓ķ’@╩ŠŻ¼į┌╚š▒ŠĪóÜWų▐╝░Ųõ╦¹░l(f©Ī)▀_(d©ó)Ż¼ė├ė┌║ĖĮė▀^│╠Ą─é„ĖąŲ„ėą80%╩Ūė├ė┌║Ė┐p Ė· █Ö Ą─ ĪŻ
ó┘ö[äėļŖ╗Īé„ĖąŲ„ĪŻļŖ╗Īé„ĖąŲ„╩ŪÅ─║ĖĮėļŖ╗Īūį╔Ēų▒Įė╠ß╚Ī║Ė┐p╬╗ų├Ų½▓Ņą┼╠¢Ż¼īŹ(sh©¬)Ģr(sh©¬)ąį║├Ż¼▓╗ąĶę¬į┌║Ėśī╔ŽĖĮ╝ė╚╬║╬čbų├Ż¼║Ėśī▀\(y©┤n)äėĄ─ņ`╗Ņąį║═┐╔▀_(d©ó)ąį║├Ż¼ė╚ŲõĘ¹║Ž║ĖĮė▀^│╠Ą═ │╔▒Šūįäė╗»Ą─ę¬Ū¾ĪŻļŖ╗Īé„ĖąŲ„Ą─╗∙▒Š╣żū„įŁ└Ē╩ŪŻ║«ö(d©Īng)ļŖ╗Ī╬╗ų├ūā╗»Ģr(sh©¬)Ż¼ļŖ╗Īūį╔ĒļŖģóöĄ(sh©┤)ŽÓ æ¬(y©®ng)░l(f©Ī)╔·ūā╗»Ż¼Å─ųąĘ┤ė││÷║Ėśīī¦(d©Żo)ļŖūņų┴╣ż╝■Ų┬┐┌▒Ē├µŠÓļxĄ─ūā╗»┴┐Ż¼▀M(j©¼n)Č°Ė∙ō■(j©┤)ļŖ╗ĪĄ─ö[äėą╬ ╩Į╝░║Ėśī┼c╣ż╝■Ą─ŽÓī”╬╗ų├ĻP(gu©Īn)ŽĄŻ¼═Ųī¦(d©Żo)│÷║Ėśī┼c║Ė┐pķgĄ─ŽÓī”╬╗ų├Ų½▓Ņ┴┐ĪŻļŖģóöĄ(sh©┤)Ą─ņoæB(t©żi)ūā ╗»║═äėæB(t©żi)ūā╗»Č╝┐╔ęįū„×ķ╠žš„ą┼╠¢▒╗╠ß╚Ī│÷üĒŻ¼īŹ(sh©¬)¼F(xi©żn)Ė▀Ą═╝░╦«ŲĮā╔éĆĘĮŽ“Ą─Ė·█Ö┐žųŲĪŻ
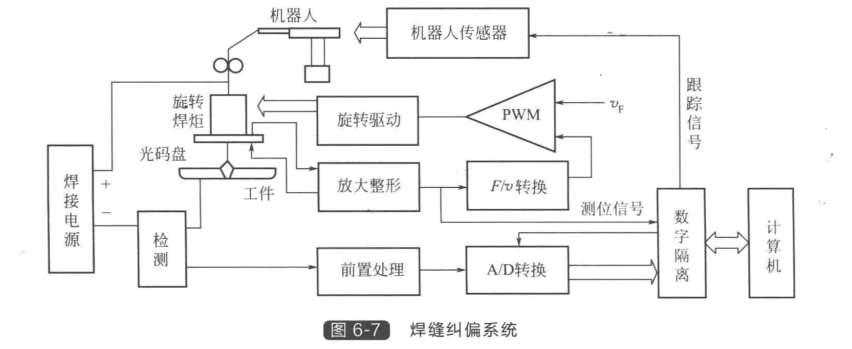
─┐Ū░ÅVĘ║▓╔ė├£y┴┐║ĖĮėļŖ┴„I Īó ļŖ╗ĪļŖē║U ║═╦═Įz╦┘Č╚v Ą─ĘĮĘ©üĒėŗ(j©¼)╦Ń╣ż╝■┼c║ĖĮzų«ķgĄ─ŠÓļxH=f(I,U,v), ▓óæ¬(y©®ng)ė├─Ż║²┐žųŲ╝╝ąg(sh©┤)īŹ(sh©¬)¼F(xi©żn)║Ė┐pĖ·█ÖĪŻļŖ╗Īé„ĖąĮY(ji©”)śŗ(g©░u)║åå╬ĪóĒææ¬(y©®ng)╦┘Č╚┐ņŻ¼ų„ę¬▀mė├ė┌ī”ĘQé╚(c©©)▒┌Ą─Ų┬┐┌(╚ń V ą╬Ų┬┐┌),Č°ī”ė┌─Ūą®¤oī”ĘQé╚(c©©)▒┌╗“Ė∙▒ŠŠ═¤oé╚(c©©)▒┌Ą─ ĮėŅ^ą╬╩ĮŻ¼╚ń┤ŅĮėĮėŅ^Īó▓╗ķ_Ų┬┐┌Ą─ī”ĮėĮėŅ^Ą╚ą╬╩ĮŻ¼¼F(xi©żn)ėąĄ─ļŖ╗Īé„ĖąŲ„ät▓╗─▄ūRäeĪŻ
į┌╗Ī║ĖÖC(j©®)Ų„╚╦Ą─Ą┌6éĆĻP(gu©Īn)╣Ø(ji©”)╔ŽŻ¼░▓čbę╗éĆ║ĖŠµŖA│ų╝■Ż¼īóįŁüĒĄ─║ĖŠµąČŽ┬Ż¼░čĖ▀╦┘ą²▐D(zhu©Żn)Æ▀├ĶļŖ╗Īé„ĖąŲ„░▓čbį┌║ĖŠµŖA│ų╝■╔ŽĪŻ║Ė┐p╝mŲ½ŽĄĮy(t©»ng)╚ńłD6-7╦∙╩ŠŻ¼Ė▀╦┘ą²▐D(zhu©Żn)Æ▀├ĶļŖ╗Īé„Ėą Ų„Ą─░▓čbū╦æB(t©żi)┼cįŁüĒĄ─║ĖŠµū╦æB(t©żi)ę╗śėŻ¼╝┤║ĖĮzČ╦³c(di©Żn)Ą─ģó┐╝³c(di©Żn)Ą─╬╗ų├╝░ĮŪČ╚▒Ż│ų▓╗ūāĪŻ
ó█ ļŖ ╗Ī é„ Ėą Ų„ Ą─ ą┼ ╠¢ ╠Ä └Ē ĪŻ ļŖ ╗Ī é„ Ėą Ą─ ą┼ ╠¢ ╠Ä └Ē ų„ ę¬ ▓╔ ė├ śO ųĄ ▒╚ ▌^ Ę© ║═ Ęe Ęų ▓Ņ ųĄ Ę© ĪŻ
└ĒŽļĄ─Śl╝■Ž┬┐╔Ą├ĄĮ└ĒŽļĄ─ĮY(ji©”)╣¹Ż¼Ą½╩╦ĘŪV ą╬Ų┬┐┌╝░ĘŪ╔õ┴„▀^Č╔║ĖĢr(sh©¬)Ż¼Ų┬┐┌ūRäe─▄ ┴”▓ŅĪóą┼įļ▒╚Ą═Ż¼æ¬(y©®ng)ė├ė÷ĄĮ║▄┤¾└¦ļyĪŻ×ķ▀M(j©¼n)ę╗▓ĮöU(ku©░)┤¾ļŖ╗Īé„ĖąŲ„Ą─æ¬(y©®ng)ė├ĘČć·Ż¼╠ßĖ▀Ųõ┐╔┐┐ ąįŻ¼į┌Į©┴óé„ĖąŲ„╬’└ĒöĄ(sh©┤)īW(xu©”)Ą──Żą═Ą─╗∙ĄA(ch©│)╔ŽŻ¼└¹ė├öĄ(sh©┤)ųĄĘ┬šµ╝╝ąg(sh©┤)Ż¼▓╔╚Ī┐šķgūāōQŻ¼ė├╠žš„ųC ▓©Ą─Ž“┴┐ū„×ķŲ½▓Ņ┴┐Ą─┤¾ąĪ╝░ĘĮŽ“Ą─┼ąō■(j©┤) ĪŻ
 |
| ÖC(j©®)Ų„╚╦Ąū▒P Disinfection Robot Ž¹ČŠÖC(j©®)Ų„╚╦ ųvĮŌÖC(j©®)Ų„╚╦ ėŁ┘eÖC(j©®)Ų„╚╦ ęŲäėÖC(j©®)Ų„╚╦Ąū▒P ╔╠ė├ÖC(j©®)Ų„╚╦ ųŪ─▄└¼╗°šŠ ųŪ─▄Ę■äš(w©┤)ÖC(j©®)Ų„╚╦ ┤¾Ų┴ÖC(j©®)Ų„╚╦ ņF╗»Ž¹ČŠÖC(j©®)Ų„╚╦ š╣ÅdÖC(j©®)Ų„╚╦ Ę■äš(w©┤)ÖC(j©®)Ų„╚╦Ąū▒P Š▀╔ĒųŪ─▄Į╠ė²ÖC(j©®)Ų„╚╦ ųŪ─▄┼õ╦═ÖC(j©®)Ų„╚╦ ī¦(d©Żo)ė[ÖC(j©®)Ų„╚╦ |